अभियांत्रिकी व इतर विविध उद्योगांत वापरल्या जाणाऱ्या ओतकामामध्ये (Casting) बिडाच्या ओतकामाचा मोठा वाटा आहे. डिझेल एंजिन, साखर उद्योग, ऑटोमोबाईल, मशीन टूल्स, रासायनिक उद्योग, पंप आदी उद्योगांच्या क्षेत्रांत बिडाचे ओतकाम वापरले जातात, कारण हा धातू अनेक वैशिष्ट्यांनी परिपूर्ण आहे. ओतकामाची सुलभता, मशिनिंगची सुलभता, कंपने शोषून घेण्याची क्षमता, इतर धातूंशी तुलना करता कमी किंमत इत्यादी बिडाची मूलभूत वैशिष्ट्ये आहेत.
अभियांत्रिकी व इतर विविध उद्योगांत वापरल्या जाणाऱ्या ओतकामामध्ये (Casting) बिडाच्या ओतकामाचा मोठा वाटा आहे. डिझेल एंजिन, साखर उद्योग, ऑटोमोबाईल, मशीन टूल्स, रासायनिक उद्योग, पंप आदी उद्योगांच्या क्षेत्रांत बिडाचे ओतकाम वापरले जातात, कारण हा धातू अनेक वैशिष्ट्यांनी परिपूर्ण आहे. ओतकामाची सुलभता, मशिनिंगची सुलभता, कंपने शोषून घेण्याची क्षमता, इतर धातूंशी तुलना करता कमी किंमत इत्यादी बिडाची मूलभूत वैशिष्ट्ये आहेत.
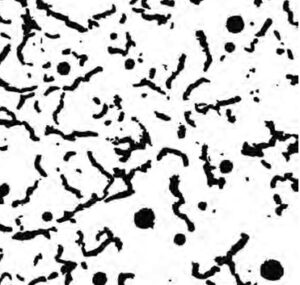
बिडाच्या धातूशास्त्रावर आजवर खूप काम झाले असल्याने बिडाचे ओतकाम अभियांत्रिकी गुणधर्मातील सातत्य दाखवितात. याखेरीज मूळ धातूत विविध मूलतत्त्वे मिसळून विविध रसायने, घर्षण, उष्णता इत्यादींना विरोध करणारे अल्प मिश्रधातू बीड (Low Alloy Cast Iron) तयार करता येतात. बिडामधील प्रमुख रासायनिक मूलतत्त्वेवाचा गुणधर्मावर परिणाम होतो. द्रव बिडाचा प्रवाहीपणा, मुख्यतः कार्बनवर अवलंबून असतो. कार्बन कमी झाल्यास रस ओतण्यापूर्वीच घट्ट व्हायला लागतो. कार्बनच्या प्रमाणाबरोबर तसतशी शीघ्र शीतन प्रवृत्ती (Chilling Tendency) आणि संकुचन प्रवृती (Shrinkage Tendency) कमी होते. त्यामुळे काठिण्य कमी होतो व ताकदही कमी होते. द्रव बिडामधील एकूण कार्बन हा कार्बन-ग्रॅफाइट फ्लेकच्या स्वरूपात (Graphite flakes in free form) किंवा लोहाबरोबर एकत्र झालेला (Combined) कार्बन पर्लाइट किंवा आयर्न कार्बाइडच्या स्वरूपात असतो. प्रयोगशाळेत पृथःकरण केल्यास या दोन्ही घटकांचे प्रमाण समजून येते. एकत्र झालेला कार्बन ०.६० – ०.८० % आल्यास अंतर्गत रचनेत बहुतांशी पर्लाइट असल्याचे समजते. एकत्र झालेला कार्बन ०.६० % जितका कमी होईल, तितके फेराइटचे प्रमाण वाढत जाते. एकत्र झालेला कार्बन ०.८० % जास्त आल्यास अंतर्गत रचनेत आर्यन कार्बाइड्स आहेत, असा निष्कर्ष निघू शकतो. ग्रेडनुसार कार्बनचे प्रमाण सामान्यपणे २.९० – ३.५० % इतके असते. सिलिकॉनचा परिणाम बहुतांशी कार्बनसारखाच आहे. सिलिकॉनमुळे रसाचा प्रवाहीपणा वाढतो, चिलिंगची प्रवृत्ती कमी होते, आकुंचन (Shrinkage) कमी होते. कठिणपणा व ताकद कमी होते. सिलिकॉन ग्रॅफाइट तयार होण्याच्या क्रियेस मदत करते. ग्रेडनुसार सिलिकॉन १.५ – २.५ % या दरम्यान असते. धूसर बिडातील सल्फरचे प्रमाण ०.०५ टक्क्याहून कमी असू नये व ०.१२ टक्क्यापेक्षा जास्त असू नये. सल्फर ०.०५ टक्क्यापेक्षा कमी झाल्यास D टाइप अवशीतित ग्रॅफाइट (Undercooled graphite) तयार होतो.
बिडामध्ये सल्फर दोन स्वरूपात असते : अ) लोहाशी जखडलेले आयर्न सल्फाइड (FeS), ब) मँगॅनीजने जखडलेले मँगॅनीज सल्फाइड (Mns). मँगॅनीज पुरेशा प्रमाणात उपलब्ध नसेल, तर आयर्न सल्फाइड तयार होतात. त्यामुळे कठिनता (Hardness) वाढून ओतकाम मशिनिंगला अवघड होते. सल्फर वाढल्यास आकुंचन वाढते व रसाचा प्रवाहीपणा कमी होतो. आयर्न सल्फाइड स्फटिकांच्या सीमारेषेवर (Grain Boundries) तयार होत असल्याने बिडाची ताकद व आघात सहन करण्याची क्षमता कमी होतात. याउलट मँगेनीज सल्फाइड्स सर्वत्र सारख्या प्रमाणात विखुललेली असतात. मँगॅनीजमुळे सल्फरचे होणारे दुष्पपरिणाम बऱ्याच प्रमाणात कमी होतात. काही मँगॅनीज सल्फरबरोबर जखडले जाते; त्यानंतर जे जादा मँगॅनीज राहील, त्यामुळे पर्लाइट तयार होण्यास मदत होऊन कठिणपणा व ताकद वाढते. मँगॅनीजचे कमीतकमी प्रमाण १.७ गुणिले टक्के S + ०.०३ इतके असावे. अंतर्गत रचनेत प्रामुख्याने पर्लाइट हवे असेल, तर मँगॅनीजचे प्रमाण कमीत कमी ३ गुणिले टक्के S + ०.३५ इतके असावे. ग्रेडनुसार मँगॅनीजचे सर्वसामान्य प्रमाण ०.६० – ०.९० % इतके असते. फॉस्फरसची द्रव बिडामधील विद्राव्यता (Liquid Solubility) जास्त असते. घन बिडामधील फॉस्फरसची विद्राव्यता साधारणपणे ०.०५ % च्या जवळपास असते. त्यामुळे ग्रॅफाइट फ्लेक व ऑस्टेनाइटचे स्फटिक तयार होत असताना उरलेल्या रसातील फॉस्फरसचे प्रमाण सारखे वाढत जाते. परिणामी फॉस्फरसचे स्फटिकांच्या सीमारेषावर केंद्रीकरण होते. फॉस्फरसचे प्रमाण जास्त असेल, तर स्फटिकांच्या सीमारेषावर लोह व फॉस्फरस यांचे युटेक्टिक आढळून येते. त्यामुळे कठिनता वाढतो. या कारणासाठीच काही प्रकारच्या झीजविरोधी ओतकामासाठी फॉस्फरसचे प्रमाण वाढवावे लागते. फॉस्फरसमुळे ताकद व आघातक्षमता कमी होते. लोह व फॉस्फरस यांचे युटेक्टिक एक हजार अंश सेल्सिअस तापमानास घनस्थितीत जाते. हे तापमान लोह व कार्बन यांच्या युटेक्टिक तापमानापेक्षा (सु. ११२० अंश से.) कमी आहे. त्यामुळे जेव्हा फॉस्फरस युटेक्टिक घनस्थितीत जाईल, त्यावेळेस त्याचे आकुंचन भरून काढण्यासाठी लागणारा जादा रस उपलब्ध होऊ शकत नाही. कारण त्या वेळी फीडर व फॉस्फरस युटेक्टिक या दरम्यानचे सर्व मार्ग (Feeding Passages) पूर्णतः घनस्थितीत गेल्याने बंद झालेले असतात. त्यामुळे फॉस्फरस जास्त असलेल्या ओतकामामध्ये अति सूक्ष्म (Microscopic) प्रमाणात मूर (Shrinkage porosity) आढळून येते. यासाठी दाबविरोधी (Pressure tight) ओतकामामध्ये फॉस्फरसचे प्रमाण ०.१० % यापेक्षा कमी ठेवावे लागते. फॉस्फरसमुळे रसाचा प्रवाहीपणा वाढतो. त्यामुळे अतिशय पातळ व कलाकुसरीच्या ओतकामामध्ये (Decorative) फॉस्फरसचे प्रमाण जास्त ठेवावे लागते.
बीड तयार करताना वापरलेल्या चार्ज मिक्सचे महत्त्व : दोन बिडांमधील रासायनिक घटकांचे प्रमाण एकसारखे असेल; पण ते तयार करताना वापरलेल्या चार्जमधील घटकांचे प्रमाण वेगवेगळे असेल; तर उत्पादित बिडाचे गुणधर्म वेगवेगळे आढळून येतात, यालाच अनुवंशिकता म्हणतात. चार्जमधील घटक किंवा पीग आयर्न, बिडाचे स्क्रॅप, पोलादाचे स्क्रॅप यामधील उपलब्ध असणाऱ्या केंद्रबिंदूंचे प्रमाण (Nuclei content) वेगवेगळे असते. त्यामुळे रसावर केलेल्या अंतःक्षेपणाचे (Inoculation) परिणामही वेगवेगळे होतात व त्यामुळे गुणधर्म बदलतात. म्हणून चार्जमधील घटकांचे प्रमाण ग्रेडनुसार ठरवावे लागते. कमी ग्रेडच्या ओतकामामध्ये पीग आयर्न जास्त प्रमाणात व पोलादी स्क्रॅप कमी प्रमाणात ठेवावे लागते. ग्रेड वाढत जाईल तसे पीग आयर्नचे प्रमाण कमी व पोलादी स्क्रॅपचे प्रमाण वाढवावे लागते. अंतःक्षेपण ग्रॅफाइट तयार होण्याची क्रिया सर्वसाधारपणे ११२० अंश से. आसपास घडून येते. पण काही वेळा ही क्रिया या तापमानास न होता; त्यापेक्षा खालच्या तापमानास घडते, यालाच अवशीतन (Undercooling) असे म्हणतात. थंड होण्याचा वेग जास्त असणे, तसेच पुरेशा केंद्रबिंदूचा अभाव इत्यादी कारणामुळे अवशीतन वाढत जाते. अवशीतन झाल्यास अयोग्य प्रकारचा ग्रॅफाइट व कार्बाइड्स तयार होतात. हे टाळण्यासाठी कृत्रिम रीत्या केंद्रबिंदू उपलब्ध करून दिले जातात. काही विशिष्ट रसायने ठरावीक प्रमाणात रस ओतण्यापूर्वी रसात घातली जातात. या क्रियेला अंतःक्षेपण असे म्हणतात. शुद्ध सिलिकॉनचा अंतःक्रामी (Inoculant) म्हणून उपयोग होत नाही. अंतःक्रामी म्हणून फेरोसिलिकॉनचा उपयोग होण्यासाठी त्यामध्ये थोड्या प्रमाणात कॅल्शियम किंवा ॲल्युमिनियम असावे लागते. पातळ ओतकामाच्या बाबतीत कार्बाइड्स टाळण्यासाठी या प्रकारच्या अंतःक्रामीचा चांगला उपयोग होतो. कॅल्शियम सिलिसाइडमध्ये सिलिकॉन ६०-६५ % व कॅल्शियम ३०-३५ % इतके असते. याचा उपयोग जाड ओतकामाच्या बाबतीत चांगला होतो. अशा ओतकामाच्या बाबतीत चार्जमधील पोलादाचे प्रमाण जास्त असल्याने केंद्रबिंदूंची संख्या कमी असते. कॅल्शियम सिलिसाइच्या वापराने अवशीतित ग्रॅफाइड टाळला जातो, तसेच स्फटिकांचा आकार लहान होतो व ओतकामाची ताकद वाढते.
फौंड्रीसाठी विविध रसायने बनविणारे उत्पादक फेरेसिलिकॉन कॅल्शियम सिलिसाइड तसेच बेरियम, झिरकोनियम इत्यादींचे मिश्रण करून विविध अंतःक्रामी बनवितात. त्याचाही चांगला उपयोग होतो. अंतःक्रामीचा आकार साधारणपणे १-१.५ मिमी. इतका असावा. ओतकामाची ग्रेड, चार्जमधील घटकांचे प्रमाण, ओतकामाची जाडी इत्यादीचा विचार करून अंतःक्षेपणाचे प्रमाण रसाच्या ०.१० -०.३० % असावे. अंतःक्षेपण शक्यतो रसाच्या नालीत (Metal spout) करावे. अंतःक्षेपण करताना रसाचे तापमान चांगले असावे, त्यात मळी (Slag) नसावी. अंतःक्षेपण केलेला रस ताबडतोब ओतावा. भट्टीत तयार झालेला रस आपल्या आवश्यकतेप्रमाणे आहे किंवा नाही याची सर्वसाधारण कल्पना यावी म्हणून ओतकाम ओतण्यापूर्वी वेजचा टेस्ट पीस ओतला जातो. टेस्ट पीस हा त्रिकोणी वेजच्या आकाराचा असतो. हा पीस जमिनीच्या पातळीशी काटकोनात ठेवून ओतला जातो. ओतलेला टेस्ट पीस घनस्थितीत गेल्यावर तो बाहेर काढावा व त्रिकोणाचे टोक सांडशीत धरून पायाच्या बाजूने हळूहळू पाण्यात बुडवावा. पाण्यातून बाहेर काढल्यावर लांबीत त्याचे दोन तुकडे करावेत. तुटलेल्या भागाचे निरीक्षण केले असता टोकाकडील भाग पांढरा दिसेल व उरलेला भाग काळसर दिसेल. यापैकी पांढऱ्या त्रिकोणाचा पाया मोजावा. ४ मिमी. आल्यास वेजचे प्रमाण (Wedge value) ४ आहे असे म्हटले जाते. टेस्ट पीसचा अर्ध्याहून अधिक भाग पांढरा येऊ नये असा सर्वसाधारण दंडक आहे. उदा., वेजचे प्रमाण ५ मिमी. पाहिजे असेल तर दोन नंबरची वेज वापरावी.
वेजमधील पांढऱ्या भागाचे प्रमाण किंवा चील मुख्यतः पुढील दोन गोष्टींवर अवलंबून आहे : रसामधील रासायनिक घटकांचे प्रमाण (उदा., कार्बन इक्विव्हॅलंट) जितका कमी (C.E = Total Carbon + 1/3 Si + 1/3 P); तितके चील जास्त आणि दुसरे, रसामधील केंद्रबिंदूची उपलब्धता (Nuclei Content) जितकी कमी (उदा., चार्जमध्ये पोलादाचे प्रमाण जास्त असेल); तितके चील जास्त. अंतःक्षेपणापूर्वी व नंतर अशा दोन वेज घेतल्यास; पहिली वेज वरील दोन्ही घटकांचा एकत्रित परिणाम दाखविते, तर दुसरी वेज मुख्यतः पहिल्या घटकाशी निगडित असते. दोन्ही वेजचे निरीक्षण केल्यास त्यावरून रसाचा दर्जा (Grade), ओतकामाचा कठिणपणा आणि अंतःक्षेपणाची परिणामकारकता (Effectiveness of Inoculation) यांचा अंदाज येऊ शकतो.
संदर्भ : American Foundry Society (AFS), Ductile Iron Handbook, USA, 1 January 1992.
समीक्षक : प्रवीण देशपांडे